


精心打磨的产品视频已准备就绪,它将带您深入止水铜片带注浆管遇水膨胀止水条源厂供货的魅力世界,让您重新发现产品的无限可能。
以下是:山东淄博止水铜片带注浆管遇水膨胀止水条源厂供货的图文介绍


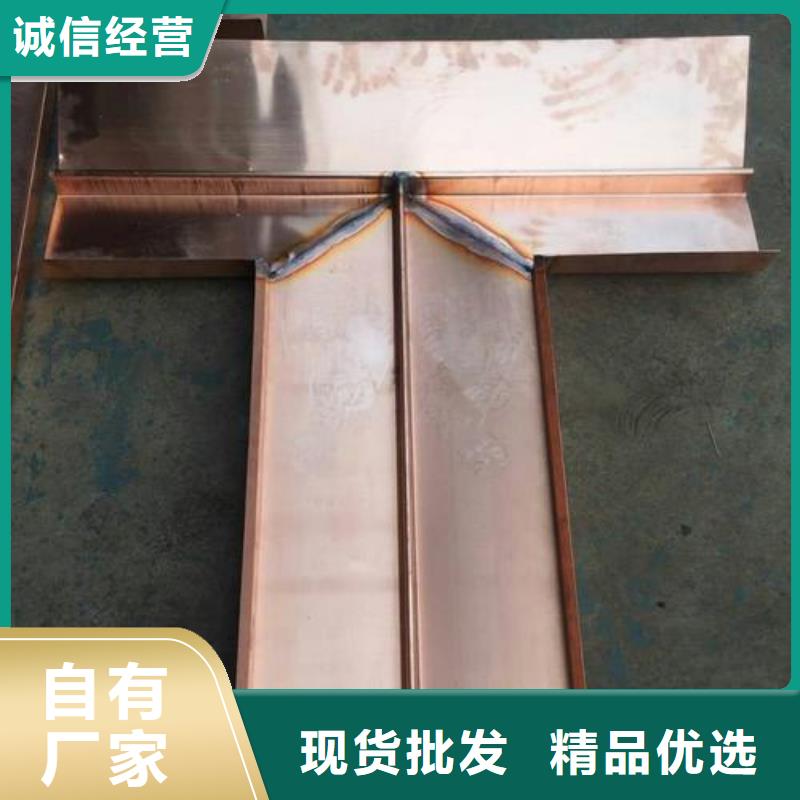
焊接部位的氧化层----可用断锯条制成小刀,刮去金属引线表面的氧化层,使引脚金属光泽。印刷电路板可用细纱纸将铜箔打光后,涂上一层酒精溶液。元件镀锡----在刮净的引线上镀锡。可将引线蘸一下酒精溶液后,将带锡的热烙铁头压在引线上,并转动引线。
即可使引线均匀地镀上一层很薄的锡层。导线焊接前,应将绝缘外皮剥去,再经过上面两项处理,才能正式焊接。若是多股金属丝的导线,打光后应先拧在一起,然后再镀锡。做好焊前处理之后,就可正式进行焊接∶(1)右手持电烙铁。
左手用尖嘴钳或镊子夹持元件或导线。焊接前,电烙铁要充分预热。烙铁头刃面上要吃锡,即带上一定量焊锡。(2)将烙铁头刃面紧贴在焊点处。电烙铁与水平面大约成60℃角。以便于熔化的锡从烙铁头上流到焊点上。烙铁头在焊点处停留的时间控制在2~3秒钟。
即可使引线均匀地镀上一层很薄的锡层。导线焊接前,应将绝缘外皮剥去,再经过上面两项处理,才能正式焊接。若是多股金属丝的导线,打光后应先拧在一起,然后再镀锡。做好焊前处理之后,就可正式进行焊接∶(1)右手持电烙铁。
左手用尖嘴钳或镊子夹持元件或导线。焊接前,电烙铁要充分预热。烙铁头刃面上要吃锡,即带上一定量焊锡。(2)将烙铁头刃面紧贴在焊点处。电烙铁与水平面大约成60℃角。以便于熔化的锡从烙铁头上流到焊点上。烙铁头在焊点处停留的时间控制在2~3秒钟。



诚信商家不会出售劣质产品,主营产品 PVC橡塑止水带。公司可接大批量订单直接让利给消费者。品质保障:做工材质均选用优良材料,每道工序都严格准确把控。工艺精良:产品都是厂家生产严格按照标准执行,直供货源物,物美价廉。贴心服务生产、加工、销售、售后一条龙服务,严苛质检和效果测试,确保使用无忧。


铜片与铜片怎么焊接新烙铁使用前,应用细砂纸将烙铁头打光亮,通电烧热,蘸上后用烙铁头刃面焊锡丝,使烙铁头上均匀地镀上一层锡。这样做,可以便于焊接和防止烙铁头表面氧化。旧的烙铁头如严重氧化而发黑,可用钢挫挫去表层氧化物,使其金属光泽后,重新镀锡,才能使用。
电烙铁要用220V交流电源,使用时要注意。应认真做到以下几点:电烙铁插头使用三极插头。要使外壳妥善接地。使用前,应认真检查电源插头、电源线有无损坏。并检查烙铁头是否松动。电烙铁使用中,不能敲击。
要防止跌落。烙铁头上焊锡过多时,可用布擦掉。不可乱甩,以防他人。焊接过程中,烙铁不能到处乱放。不焊时,应放在烙铁架上。注意电源线不可搭在烙铁头上,以防烫坏绝缘层而发生事故。使用结束后,应及时切断电源,拔下电源插头。
电烙铁要用220V交流电源,使用时要注意。应认真做到以下几点:电烙铁插头使用三极插头。要使外壳妥善接地。使用前,应认真检查电源插头、电源线有无损坏。并检查烙铁头是否松动。电烙铁使用中,不能敲击。
要防止跌落。烙铁头上焊锡过多时,可用布擦掉。不可乱甩,以防他人。焊接过程中,烙铁不能到处乱放。不焊时,应放在烙铁架上。注意电源线不可搭在烙铁头上,以防烫坏绝缘层而发生事故。使用结束后,应及时切断电源,拔下电源插头。


紫铜片止水带铸锭的加热温度通常根据合金材料的高温性能曲线确定,加热时间则根据加热炉的情况、铸锭大小和装炉量确定,应保证铸锭加热温度均匀。合金组织偏析严重的铸锭在加热时应适当延长时间。现代加热炉常采用步进式燃气加热炉,空气预热、空-燃比自动调节、平焰烧嘴。这种加热炉加热速度快、热效率高。
为适应某些时效强化型合金板带在生产过程中固溶淬火的需要,在热轧出口侧设置了冷水喷淋系统(亦称在线淬水系统)。它可以在较短的时间内使带坯的温度从700℃左右或更高的温度迅速降至300℃以下甚至更低。
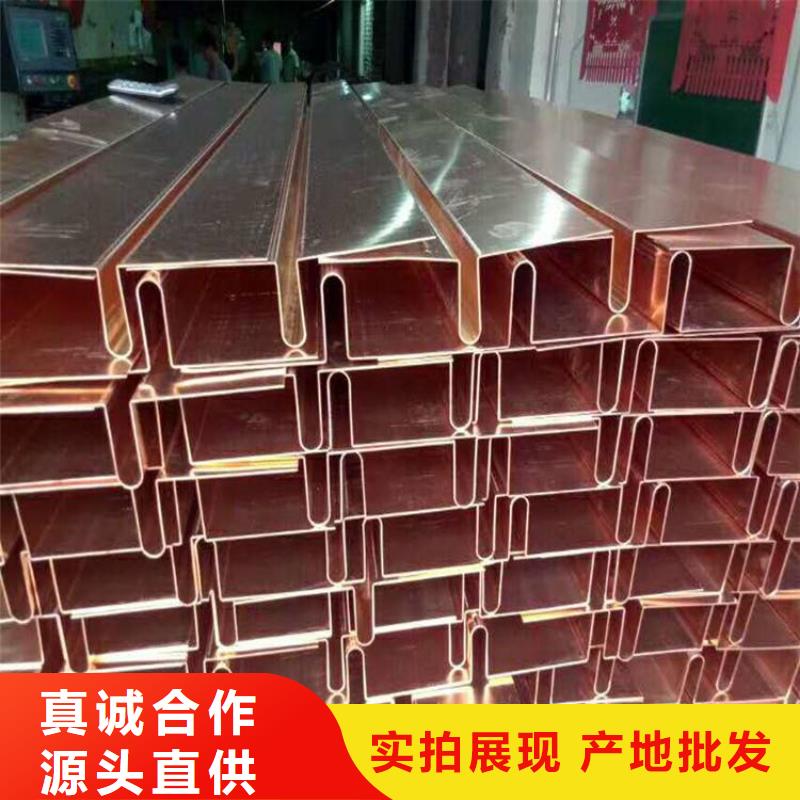
为提高紫铜片止水带产品精度和表面质量,现代热轧机本体应用了电动压下、液压调的压下系统、轧辊分段冷却系统、液压弯辊或液压垫系统、强力夹持对中系统、立辊轧边系统及厚度自动控制系统,进一步提高了热轧机的装机水平和控制精度为生产高精度薄板带提供了可靠的保障。
为适应某些时效强化型合金板带在生产过程中固溶淬火的需要,在热轧出口侧设置了冷水喷淋系统(亦称在线淬水系统)。它可以在较短的时间内使带坯的温度从700℃左右或更高的温度迅速降至300℃以下甚至更低。
为提高紫铜片止水带产品精度和表面质量,现代热轧机本体应用了电动压下、液压调的压下系统、轧辊分段冷却系统、液压弯辊或液压垫系统、强力夹持对中系统、立辊轧边系统及厚度自动控制系统,进一步提高了热轧机的装机水平和控制精度为生产高精度薄板带提供了可靠的保障。



